



 服务热线:
服务热线: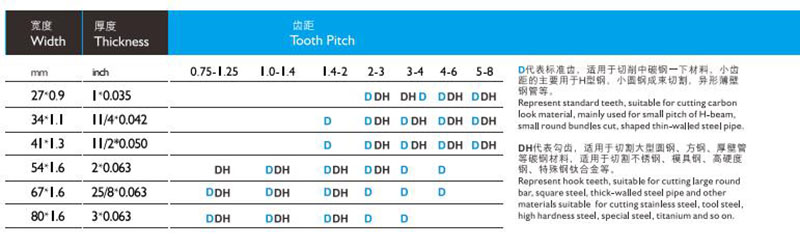
恰当地应用切削油以及化合物,能够润化和制冷带锯条,并立即清理掉锯齿上的附加物。 5、恰当地“磨合”新带锯条,“磨合”是根据锯齿的当然损坏,去除齿刃毛边,使带锯条渐入一切正常锯削情况,防止迫不得已造成锯齿的崩刃和卷刃,尤其是横截面转变 大幅度的铝型材、管件及异形原材料时至关重要。
锯掉的锯的屑沫能够看得出锯切工作压力和标准是不是恰当。 细细的或粉末状的锯的屑沫表明应提升进给速度或减少锯带速率 厚、重或深蓝色的锯的屑沫表明锯条负载应降低进给速度或提升锯带速率 疏松盘卷的锯的屑沫表明理想化的切割情况 锯带速率:锯带速率由原材料的类型、原材料的总宽及锯带的抗拉力所决策。

双金属带锯条规格众多、品类齐全,可以适用于各种金属材料的锯切加工中,但需求注意的是,之所以带锯条的规格型号众多,是不同材质、形状等的金属材料需要用到不同的双金属带锯条,下面就为大家讲解一下双金属带锯条的基本截面。双金属带锯条的基本截面由宽度和厚度构成,用“宽度X厚度”表示,市面上常见的有13*0.65、19*0.65、19*0.90、27*0.90、34*1.10、41*1.30、54*1.60、67*1.60、80*1.60等,可以满足各企业不同的锯切需求,因此,操作人员在选用双金属带锯条时,一定要根据实际锯切情况选择合适的产品。

正确地使用锯削参数,其中主要包括锯带线速度、进给量、锯带张力等。材料锯削时理想的切屑应该呈紧卷、银色和具有温热的手感。如出现烧结、棕蓝色、肥厚或粉状等切屑,则需对有关参数进行调整。正确地使用切削液及其混合物,可以润滑和冷却带锯条,并及时清洗掉锯齿上的附加物。 正确地“磨合”新带锯条,“磨合”是通过锯齿的自然磨损,除去齿刃毛刺,使带锯条渐入正常锯削状态,避免过早地引起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材及异型材料时尤为重要。进行“磨合”时,应将机床参数调整至正常锯削效率的50%左右, 锯削面积一般为200-600cm2,无异常状况后逐渐调整机床有关参数,进入正常的锯削状态。




